|
Home - Pre-filling filtration - Filter elements
As we pointed out in the introduction, the main objective in filtration of vodka is to ensure a large throughput of the filtration system, because regeneration of filters is not effective.
But the ultimate throughput of a filter element does not only depend on the filter being used, it is a result of many factors. For example, the throughput of two identical 250 mm high filter elements can be 2,000 and 30,000 dal, respectively, depending on operating conditions. These two filters do not just have the same retention rating, they incorporate the same filter media and have the same design, but their throughputs differ by a factor of 15! That is to say, in certain conditions an enterprise can spend only one set of filter elements during a certain period of time, while in other conditions it can spend 15 sets during the same period.
So what determines the throughput? Let us consider some factors in more detail.
1. Condition of tanks and pipes
Purity of a beverage is influenced by the quality of seams in tanks and pipes. While travelling through tanks and pipes, a beverage can accumulate particles of rust and dross. In addition, when the liquid is dispensed from a tank, particles are drawn in from the air in the room into the liquid and, when the tank is filled, the particles penetrate into the product.
2. Method of carbon processing
Filter elements experience the greatest load when the water-alcohol mixture is purified in the tank in the following way: carbon is loaded into the tank and the mixture is maintained in the tank for some time, being stirred at regular intervals by using a pump (this method is practically not used in Russia, but it is widespread in other countries). Such methods require several stages of filtration and load the product with a large amount of finely dispersed carbon dust, significantly reducing the throughput of filter elements.
Treatment of the water-alcohol mixture in a carbon column loads the beverage with a significantly smaller amount of carbon particles, but nevertheless about 10% of carbon is washed out of the column in the course of operation. Thus, if 300 to 330 kg of carbon are contained in the column, then about 35 kg are lost in the course of operation. This is a rather large figure, because downstream sand filters only retain particles more than 10 μm in size whereas smaller particles penetrate into the product. Many enterprises have noticed that the BAU carbon (especially BAU-LV carbon) became less hard which resulted in larger carbon losses and greater load on final filter elements. In addition, sand filters make their own contribution to contamination by shedding fine sand.
If Silver Filtration is used for treatment of the water-alcohol mixture, the transparency of the product is improved and the load on final filter elements is reduced. This is due to modern carbons which feature not only high activity but also hardness as well as the design of EPSF.UAg0.4 (Silver Filtration®) filter elements that precludes movement and attrition of carbon inside the housing.
3. Composition of ingredients
The throughput of filter elements will depend on the type of tinctures used in accordance to the formulation (tinctures of rye, wheat, oats, rice, rusks, tinctures based on herbs or cedar nuts) and on how well the tinctures are prepared for use. Apart from tinctures, honey, sugar syrup, etc. are often used which can also bring about multifold reduction of the throughput of filter elements. Proper preparation of ingredients is discussed in detail in section Filtration of components.
4. Presence of intermediate stages of filtration in production rooms and efficiency of intermediate filtration
Intermediate filtration makes it possible to significantly reduce the load on final filters. At the same time, in spite of additional expenses, the total filtration costs are much lower. Intermediate filtration is often present at enterprises, but it is operated in improper conditions: for example, a small filter holder designed for the flow rate of 3 m3/hour can be connected to a pump generating the flow rate of 25 m3/hour. The resultant pressure precludes retention of anything (except for the largest particles), expenses for this stage become unprofitable and the load on final filters is not reduced. In such cases competent choice of the system is needed, and specialists should be contacted.
Properties of filter elements
Strangely enough, the throughput of a cheap filter can be the same as that of a filter which is 3 to 4 times more expensive. In such cases, a fair question arises, like in the well-known advertisement: “If there is no difference, why should we pay more?”. But in actual fact there is a difference.
The main parameter of a filter element is particle retention efficiency. It is just this parameter on whose basis the micrometer retention rating of a filter is determined. Many people erroneously take the micrometer rating specified on the filter’s label for the absolute rating, assuming that if the rating is 5 μm then all particles 5 μm and more in size will be retained.
In reality, such retention efficiency can only be guaranteed by a membrane filter that has been integrity tested using special methods and whose pore size has been determined. Determinationg of these parameters is facilitated by the special structure of the membrane (Fig. 1). But membrane filters are not frequently used in production of vodka, because they are quite expensive and require strict observance of operation methods to rule out the possibility of damage and ensure the maximum throughput.
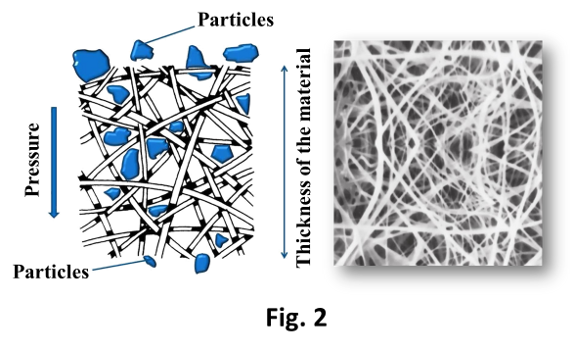 The filter elements that are predominantly used in production of vodka are depth filter elements. The term “depth filter” refers to the mechanism of particle retention, whereby particles are retained not on the surface of the filter media (as in the case of membrane filters), but in the depth of the filter (Fig. 2). As can be seen in the Figure, a depth media has no pores, its structure is chaotic, and determination of the micrometer rating of the media by any instrument is impossible. It is only possible to determine by experiment the size of particles retained by a certain filter media and the retention efficiency. As a matter of fact, a filter retains particles in a very broad size range, and even if it has been assigned the rating of 5 μm, it can retain particles 2 μm, 1 μm and 0.5 μm in size, but less efficiently. The filter elements that are predominantly used in production of vodka are depth filter elements. The term “depth filter” refers to the mechanism of particle retention, whereby particles are retained not on the surface of the filter media (as in the case of membrane filters), but in the depth of the filter (Fig. 2). As can be seen in the Figure, a depth media has no pores, its structure is chaotic, and determination of the micrometer rating of the media by any instrument is impossible. It is only possible to determine by experiment the size of particles retained by a certain filter media and the retention efficiency. As a matter of fact, a filter retains particles in a very broad size range, and even if it has been assigned the rating of 5 μm, it can retain particles 2 μm, 1 μm and 0.5 μm in size, but less efficiently.
Table 1. Particle retention efficiency of filters having the same micrometer rating, but incorporating various filter media
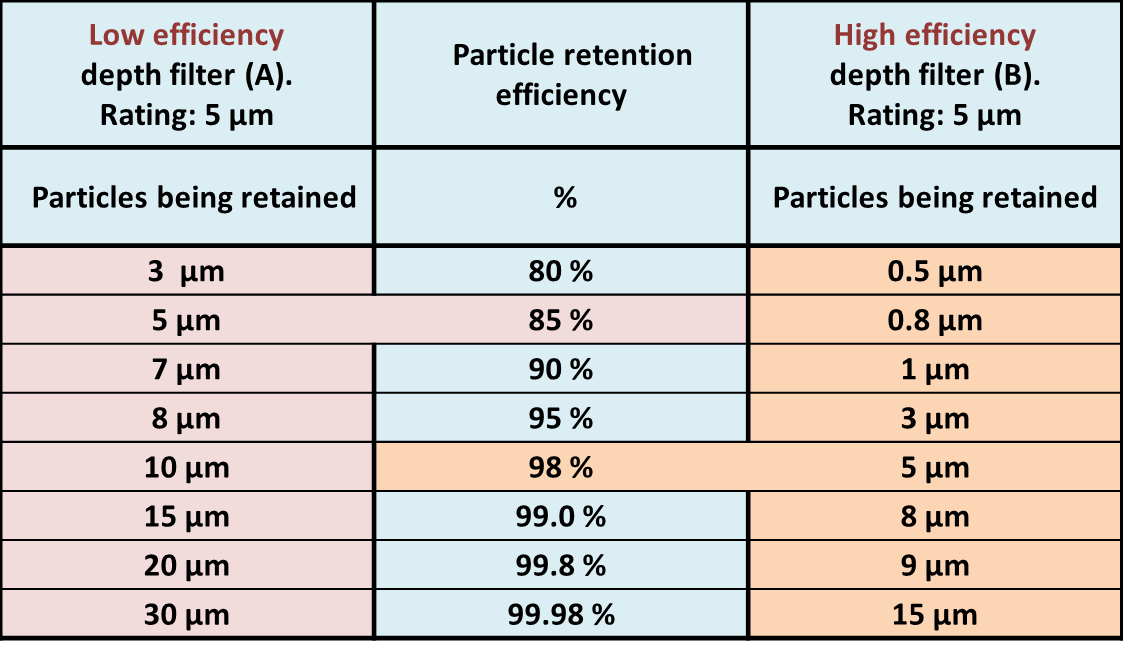 It is clearly seen from Table 1 that in spite of the same micrometer rating (5 μm), depth filters A and B operate in different particle retention ranges. The low-efficiency filter A operates in the range of down to 3 μm, whereas the high-efficiency filter B operates in the range of down to 0.5 μm. In vodka filtration applications, this directly affects the result of filtration, because particles of carbon dust have the size of less than 3 μm, they are not visible by eye, but are present in the beverage in a large amount and impart to the beverage a heavy grayish colour tone by reducing optical transparency. The low-efficiency filter A cannot remove such particles, because it is actually a 10 μm filter in terms of particle retention efficiency, whereas retention of particles begins with 3 μm. Filter B is also not an absolute 5 μm filter, but its efficiency is sufficient for good filtration quality. If a higher quality is needed, this can be achieved by using a finer filter having the rating of 1 μm or, in the case of premium class vodkas, a membrane filter element having the rating of 0.8 or 0.65 μm, whose efficiency is 99.98 to 100%. It is clearly seen from Table 1 that in spite of the same micrometer rating (5 μm), depth filters A and B operate in different particle retention ranges. The low-efficiency filter A operates in the range of down to 3 μm, whereas the high-efficiency filter B operates in the range of down to 0.5 μm. In vodka filtration applications, this directly affects the result of filtration, because particles of carbon dust have the size of less than 3 μm, they are not visible by eye, but are present in the beverage in a large amount and impart to the beverage a heavy grayish colour tone by reducing optical transparency. The low-efficiency filter A cannot remove such particles, because it is actually a 10 μm filter in terms of particle retention efficiency, whereas retention of particles begins with 3 μm. Filter B is also not an absolute 5 μm filter, but its efficiency is sufficient for good filtration quality. If a higher quality is needed, this can be achieved by using a finer filter having the rating of 1 μm or, in the case of premium class vodkas, a membrane filter element having the rating of 0.8 or 0.65 μm, whose efficiency is 99.98 to 100%.
If we assume that the feed flow to be passed through filters A and B contained 10,000 particles, then it turns out that filter A did not retain 15%, i.e. 1500 particles 5 μm in size, and filter B did not retain 2%, or 200 particles. Thus, filter B is 7.5 times more efficient.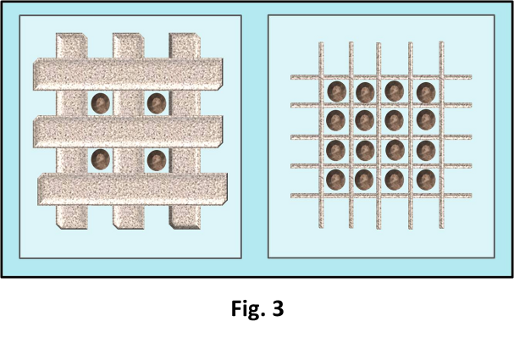
At the same time, while retaining 7.5 times more particles 5 μm in size (as in our example) and a large number of fine particles (0.5 to 5 μm in size), the high-efficiency filter B can have throughput 5 times larger compared to filter A. To achieve this, modern filter elements from NPP Technofilter:
- incorporate high-tech materials made of superfine fibres that make it possible to fill the internal volume of the filter with the maximum possible number of voids per unit area (Fig. 3), in which particles are retained.
- are produced using a special filter media pleating technology (Fig. 4) increasing the filter area by a factor of 14 that enables the filter to maintain the operating differential pressure for a longer time.
- combine filter media having different properties and characteristics to increase efficiency in filtration of various beverages. The media are selected with regard to a specific application.
In addition, the modern filter media preclude shedding of fibres which is typical of low-quality filters. Filter elements from Technofilter have a stable matrix that impedes penetration of fibres from the filter into the final product, ensures hydraulic impact stability and impedes formation of voids in the matrix that increase the size of pores and reduce filtration efficiency.
Thus, the large throughput of the cheap low-efficiency filter A is achieved at the cost of low retention capacity, actually to the detriment of quality of the beverage being filtered. The more efficient filter B incorporating better filter media is more expensive, but it fully accomplishes its job at this responsible filtration stage, ensuring high quality of the beverage.
Sintered filters cannot have high efficiency because of the structure of their matrix. If we depict the matrices of a fibre filter and a sintered filter schematically (Fig. 6), then it can be clearly seen that, while having the same filter area, a fibre filter has a significantly larger number of cells, in which particles will be retained, because the fibres are much thinner than the size of a cell. Virtually the whole inner space of a sintered filter is filled with granules, because granules should have strong bonds with each other and, consequently, they should be larger than passages between granules.
 But if there exist high-efficiency filters, why are low-efficiency ones produced? Their main designation is filtration at insignificant stages (water conditioning after sand filters or, for example, re-filtration of discarded products, intermediate filtrations), as well as in those cases where the content of particles is high in the product being filtered and the use of a cheap expendable filter at preliminary filtration stages is economically warranted. The micrometer rating of a low-efficiency filter is rather a distinctive feature in its class from coarser filters than an accurate characteristic. In Table 1, filters having the rating of 5 μm are compared, but even the use of a filter having the rating of 1 μm will not make it possible to achieve a really good transparency, if a low-efficiency filter is used: the difference between 5 and 1 μm is minimal in such filters. But if there exist high-efficiency filters, why are low-efficiency ones produced? Their main designation is filtration at insignificant stages (water conditioning after sand filters or, for example, re-filtration of discarded products, intermediate filtrations), as well as in those cases where the content of particles is high in the product being filtered and the use of a cheap expendable filter at preliminary filtration stages is economically warranted. The micrometer rating of a low-efficiency filter is rather a distinctive feature in its class from coarser filters than an accurate characteristic. In Table 1, filters having the rating of 5 μm are compared, but even the use of a filter having the rating of 1 μm will not make it possible to achieve a really good transparency, if a low-efficiency filter is used: the difference between 5 and 1 μm is minimal in such filters.
Low-efficiency filters can be both fibre (Fig. 5) and sintered from metal powders or polymers (fluoroplastic, polyethylene).
Sintered filters cannot have high efficiency because of the structure of their matrix. If we depict the matrices of a fibre filter and a sintered filter schematically (Fig. 6), 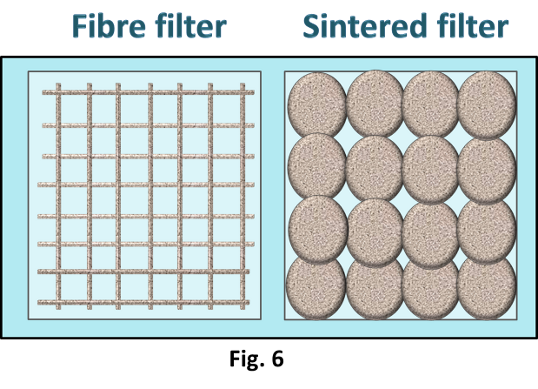 then it can be clearly seen that, while having the same filter area, a fibre filter has a significantly larger number of cells, in which particles will be retained, because the fibres are much thinner than the size of a cell. Virtually the whole inner space of a sintered filter is filled with granules, because granules should have strong bonds with each other and, consequently, they should be larger than passages between granules. then it can be clearly seen that, while having the same filter area, a fibre filter has a significantly larger number of cells, in which particles will be retained, because the fibres are much thinner than the size of a cell. Virtually the whole inner space of a sintered filter is filled with granules, because granules should have strong bonds with each other and, consequently, they should be larger than passages between granules.
In addition, it can be clearly seen in Fig. 7 that a significant number of large channels is present in the structure of a sintered filter (the photographs were made not through a microscope, but with an ordinary photographic camera). These channels secure the required flow of the liquid, but cannot efficiently retain fine particles.
 The main designation of sintered filters made of polymers such as fluoroplastics is filtration of aggressive liquids (acids, alkalis). Alcoholic solutions, and even pure alcohol, are not aggressive fluids for modern filter media. The use of sintered filters for filtration of non-aggressive liquids is not advisable: in such cases the consumer overpays for an expensive media whose price is comparable to that of a high-efficiency media, but is faced with a low filtration efficiency and, oftenly, the problem of white spot inclusions (granules eluated from the filter as a result of hydraulic impacts) in the finished filtered product. The main designation of sintered filters made of polymers such as fluoroplastics is filtration of aggressive liquids (acids, alkalis). Alcoholic solutions, and even pure alcohol, are not aggressive fluids for modern filter media. The use of sintered filters for filtration of non-aggressive liquids is not advisable: in such cases the consumer overpays for an expensive media whose price is comparable to that of a high-efficiency media, but is faced with a low filtration efficiency and, oftenly, the problem of white spot inclusions (granules eluated from the filter as a result of hydraulic impacts) in the finished filtered product.

Technofilter Ltd. has European-level manufacturing facilities. Modern efficient technologies are used in production of filter elements that ensure high filtration quality and maximum throughput of filter elements.
Technofilter offers several combinations of microfilters made of hi-tech materials for various classes of vodkas.
FILTER ELEMENTS FROM TECHNOFILTER FOR POLISHING (TEST) FILTRATION OF VODKA
|
Option
|
«Optimum»
|
«Premium»
|
«Elite»
|
|
Designation
|
Perfectly suited for economic filtration of any classes of vodka
|
Vodkas of the premium class, export vodkas ,
|
Super-premium vodkas, export vodkas, - , , brand name vodkas
|
|
Prefilter
|
EPVg.P-500 (5 μm)
|
EPVg.P-500 (5 μm)
|
EPV.STs-300/100 (1 μm)
|
|
Final filter
|
EPV.STs-300/100 (1 μm)
|
EPV.S-050 (0.5 μm)
|
EPM.K-080 (0.8 μm) membrane filter
|
* the system is selected depending on designation of the beverage
The OPTIMUM OPTION based on high-efficiency pleated depth filters made of polypropylene, glass fibre and cellulose features a low price, increased throughput without regenerations and a high microparticle (1 μm) retention efficiency (99.5%) due to good adsorptive properties of the glass microfibre. The filter elements offer excellent wettability and inertness towards alcohols, are operated at a low differential pressure, ensure good transparency and shine.
The PREMIUM OPTION based on high-efficiency pleated depth filters made of polypropylene and glass fibre feature an increased microparticle (0.5 to 0.9 μm) retention efficiency (99 to 99.9%) due to exceptionally high porosity of polypropylene and glass microfibre and a large throughput (before regenerations). The filter elements made of 100% chemically stable polypropylene (EPVg.P) and glass microfibre (EPV.S) are excellently wetted with water, vodka and other beverages, are neutral to alcohol-containing liquids, have a large surface area are be operated at a low differential pressures. The stable matrix of the filters precludes shedding and ensures stability of the filters to pressure drops and multiple regerations.
The ELITE OPTION based on a high-efficiency pleated glass fibre depth filter (EPV.STs) and an intrinsically hydrophilic membrane made of nylon (EPM.K) offers 0.8 μm microparticle retention efficiency of 99.98%. The surface mechanism of particle retention which is typical of membrane filter elements fully precludes penetration of retained particles into the filtrate (migration of material as a result of hydraulic impacts). High-selectivity membrane filters impart a special shine to vodka and significantly improve transparency and filling stability characteristics. This option is especially suitable for vodkas produced using Silver Filtration technology, because the concentration of fine carbon dust is by one order of magnitude smaller compared to vodkas produced using carbon columns and, especially, the Poltovchanka system.
Brief specification of filter elements from Technofilter used at preliminary and final stages of filtration of vodkas and distillery products.
|
Grade
|
Filter media
|
Retention efficiency, μm
|
Properties
|
Brief description
|
|
EPV.STs
|
A combination of microfibres of glass, cellulose and polypropylene
|
1
|
Depth Pleated Hydrophilic Hydrophilic
|
The stable matrix, high porosity, increased adsorptive capacity with respect to microparticles, and exceptional hydrophilicity make it possible to carry out filtration even by the force of gravity. The maximum throughput rate and a low differential pressure ensure economic filtration. Operating temperature: up to 80°C. Can be used as a prefilter and a final filter.
|
|
EPVg.P
|
100% chemically stable polypropylene (pH 1-14)
|
5
|
Depth
Pleated
Hydrophilic
|
A stable rigid matrix, high retention efficiency, multiple regenerations possible, operating temperature: up to 90°C. Used for prefiltration and final filtration.
|
|
EPV.P
|
glass microfibre
|
0.5
|
Depth
Pleated
Hydrophilic
|
A stable rigid matrix, high porosity, absolute retention capacity, multiple regenerations possible, operating temperature: up to 100°C, increased dirt holding capacity and throughput. Used as a final filter.
|
|
EPM.K
|
Nylon
|
0.8
|
Membrane Pleated Hydrophilic
|
Broad chemical compatibility (pH 3 to 14), increased alkali stability, extended service life as a result of increased surface area (to 0.85 m2/250 mm), complete retention of microparticles, whose size exceeds the selected pore size, ensures excellent stable product quality. Used only as a final filter in combination with an effective prefilter having high dirt-holding capacity.
|
All Technofilter filter elements are produced according to certified Quality Management System in compliance with the ISO 9001:2008 standard.
|
|
|